
Bài viết
Máy tiện CNC Fanuc – Cách lập trình máy tiện CNC hệ điều hành Fanuc
Th4
Máy tiện CNC Fanuc – Cách lập trình máy tiện CNC hệ điều hành Fanuc
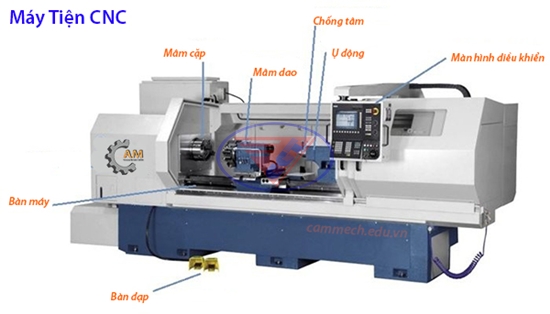
Máy Tiện CNC là gì?
Máy tiện CNC là máy công cụ phổ biến trong mọi xưởng cơ khí. Máy tiện CNC được dùng để gia công tạo hình các chi tiết tròn xoay. Chẳng hạn như trục, vòng chặn, bánh xe, lỗ, ren,…
Nguyên công tiện thông dụng nhất là cắt bỏ vật liệu từ phôi trục, sử dụng dao tiện để cắt mặt ngoài. Máy tiện CNC còn được dùng để gia công lỗ, cắt rãnh, cắt ren,…với dụng cụ cắt thích hợp.
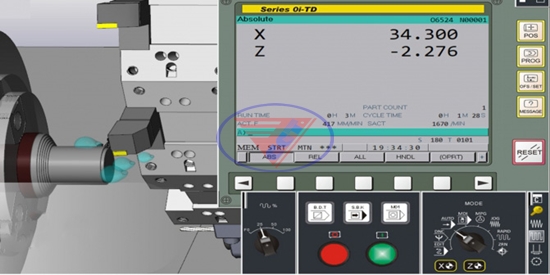
Lập trình máy tiện CNC Fanuc
Có thể thấy nhìn tổng thể các mã lệnh trong lập trình máy tiện CNC Fanuc đơn giản và dễ sử dụng nên rất được sử dụng rộng rãi trong ngành công nghệ CNC…
CNC hệ Fanuc cung cấp phạm vi rộng nhất của các hệ thống CNC trong ngành từ các điều khiển giá trị tốt nhất với chức năng mạnh mẽ đến các hệ thống điều khiển hiệu suất cao cho các máy phức tạp với lập trình nhanh và dễ sử dụng đảm bảo chất lượng cao nhất và thời gian xử lý ngắn.
Mỗi thế hệ của hệ thống điều khiển Fanuc có các mức độ khác nhau về khả năng điều khiển thiết bị và chúng thường được gọi bằng một kiểu máy hoặc số sê-ri. Mỗi một bộ điều khiển thường có sẵn với một số khả năng điều khiển thiết bị, tùy thuộc vào chức năng phần mềm nào được cấp phép sử dụng trên thiết bị đó.
Nhiều nhà chế tạo máy công cụ tin tưởng sản phẩm của họ vào các điều khiển Fanuc vì lịch sử lâu dài về hiệu suất và độ tin cậy. Từ máy đa trục, độ chính xác cao đến đường truyền đơn giản – Fanuc CNC cung cấp mức độ tin cậy và chất lượng cao nhất trong ngành.
Danh sách mã lệnh G-code lập trình tiện CNC hệ Fanuc
| G code | Miêu tả |
|---|---|
| G00 | Định vị dao nhanh |
| G01 | Nội suy theo đường thẳng |
| G02 | Nội suy theo cung tròn, cùng chiều kim đồng hồ. |
| G03 | Nội suy theo cung tròn, ngược chiều kim đồng hồ. |
| G04 | Tạm dừng chương trình theo thời gian. |
| G09 | Dừng chính xác |
| G10 | Thiết lập giá trị OFF-SET. |
| G20 | Đơn vị chương trình “inch”. |
| G21 | Đơn vị chương trình “mm”. |
| G22 | Đóng cực hạn hành trình dao. |
| G23 | Tắt cực hạn hành trình dao. |
| G27 | Kiểm tra điểm gốc. |
| G28 | Quay về điểm gốc |
| G32 | Gia công ren theo đường thẳng. |
| G40 | Bỏ bù bán kính mũi dao. |
| G41 | Bù trái bán kính mũi dao. |
| G42 | Bù phải bán kính mũi dao. |
| G70 | Chu kỳ tiện tinh |
| G71 | Tiện thô dọc trục |
| G72 | Tiện thô hướng kính |
| G73 | Lập trình theo đường Contour |
| G74 | Khoan theo trục Z |
| G75 | Tiện rãnh, cắt đứt |
| G76 | Tiện ren |
| G92 | chu kỳ tiện ren |
| G94 | Chu kỳ cắt hướng kính |
| G96 | Điều khiển tốc độ gia công không đổi |
| G97 | Bỏ điều khiển tốc độ gia công không đổi |

Danh sách mã lệnh M-code lập trình tiện CNC hệ Fanuc
| M code | Miêu tả |
|---|---|
| M00 | Dừng chương trình không điều kiện. |
| M01 | Dừng chương trình có điều kiện. |
| M02 | Dừng chương trình. |
| M03 | Trục xoay theo chiều kim đồng hồ. |
| M04 | Trục xoay trên ngược chiều kim đồng hồ. |
| M05 | Dừng trục chính |
| M08 | Bật dung dịch tưới nguội. |
| M09 | Tắt dung dịch tưới nguội. |
| M30 | Kết thúc chương trình. |
| M41 | Trục chính quay ở vùng tốc độ thấp |
| M42 | Trục chính quay ở vùng tốc độ cao. |
| M98 | Gọi chương trình con. |
| M99 | Kết thúc chương trình con. |
Như vậy, có thể thấy nhìn tổng thể các mã lệnh trong lập trình máy tiện CNC Fanuc đơn giản và dễ sử dụng nên rất được sử dụng rộng rãi trong ngành công nghệ CNC. Qua bài viết này, nhằm truyền đạt đến người đọc khái quát về mã lệnh trong lập trình máy tiện CNC . Chúc các bạn thành công