Chưa có sản phẩm trong giỏ hàng.

Bài viết
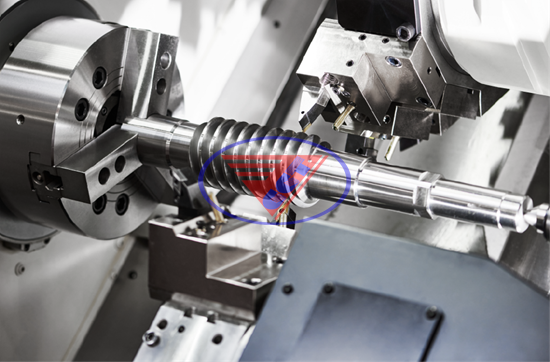
Chu trình tiện ren với bước ren thay đổi
Chu trình tiện ren với bước ren thay đổi
Kỹ Thuật tiện ren CN Hệ Mét
Ngày nay, chúng ta có thể thấy hầu như trong tất cả các thiết bị, máy móc sử dụng hàng ngày đều có các chi tiện ren CNC. Ren có thể dùng để kẹp chặt như vít, đai ốc, để truyền động, chịu tải. phương pháp tiện ren Gia công ren có vai trò quan trọng trong việc sản xuất các phụ kiện liên kết hay chi tiết máy như: bulong, ty ren, ốc vít phục vụ ngành công nghiệp xây dựng, cơ khí..
Ren và cấu tạo của ren
Ren được cấu tạo trên cơ sở hình phẳng và quét theo đường xoắn ốc, có dạng côn hoặc trục và luôn nằm trong mặt phẳng qua trục tâm các cạnh của hình quét sẽ tạo nên trục ren. Hình phẳng có thể là tam giác, bán nguyệt, hình thang, hình vuông, …
Thông thường sẽ có 4 phương pháp chính để chế tạo ren trong gia công cơ khí là tiện, phay, cán và mài. Tùy theo nhu cầu sử dụng và từng trường hợp cụ thể mà chúng ta có thể chọn phương pháp gia công ren nào cho phù hợp.
Có rất nhiều loại tiêu chuẩn ren trên thế giới như ren hệ mét (metric), hệ inch (UNF), hệ G,.. Và ở Việt Nam thì chúng ta thường sử dụng nhiều ren hệ mét
Có 4 kiểu cắt ren một đầu mối
Đối với gia công các chi tiện ren CN yêu cầu một đầu mối, ta có 4 phương pháp hay còn gọi là 4 kiểu gia công cắt
Lấn dao 1 bên (Cắt 1 bên dao)
Lân dao luân phiên (Cắt đan xen 2 bên)
Lấn dao hướng tâm (Cắt vuông góc)
Lấn dao 1 bên chỉnh sửa
Kỹ thuật tiện chi tiện ren CNC
Ren là chi tiết quan trọng để sản xuất ra các loại vật liệu phụ trợ như: thanh ren, kẹp treo ty, đai treo ống…Trong quá trình sản xuất ren, tiện ren CN là bước không thể thiếu để tạo ra những chi tiện ren CN phù hợp với yêu cầu.
Bài viết dưới đây sẽ đề cập đến kĩ thuật tiện các chi tiện ren CNC trong quá trình sản xuất.
Dao tiện ren CNC
Vật liệu làm dao tiện ren CN có thể là thép gió hoặc hợp kim, góc giữa các lưỡi cắt ( góc mũi dao ) phải phù hợp với góc đỉnh ren: = 60o đối với ren hệ mét, = 55o đối với ren hệ Anh.
máy tiện cnc 8 trục Trong quá trình gia công dao có thể mở rộng góc rãnh ty ren vì thế góc mũi dao có thể được mài nhỏ đi so với lý thuyết, tùy theo vật liệu làm dao ta có: Dao thép gió thì mài góc mũi dao nhỏ đi khoảng 10 – 20’, dao hợp kim thì mài góc mũi dao nhỏ đi khoảng 20 – 30’.
Thông thường góc trước dao tiện ren CN bằng không, góc sau cả hai bên bằng 3 – 5o.
Khi cắt ren có bước xoắn lớn thì người ta thường mài góc sau phía tiến dao lớn hơn một lượng bằng góc nâng của ren.
Để tăng năng suất cắt, người ta có thể dùng dao cắt ren răng lược, dao răng lược có thể là dao lăng trụ hoặc dao đĩa.
Dao tiện ren CNC
Thông thường góc trước dao tiện ren CN bằng không, góc sau cả hai bên bằng 3 – 5o.